Лазерная резка
гибка металла
изготовление деталей
Москва, ул. Проектируемый проезд № 4294, 1Ас14
5109294@mail.ru



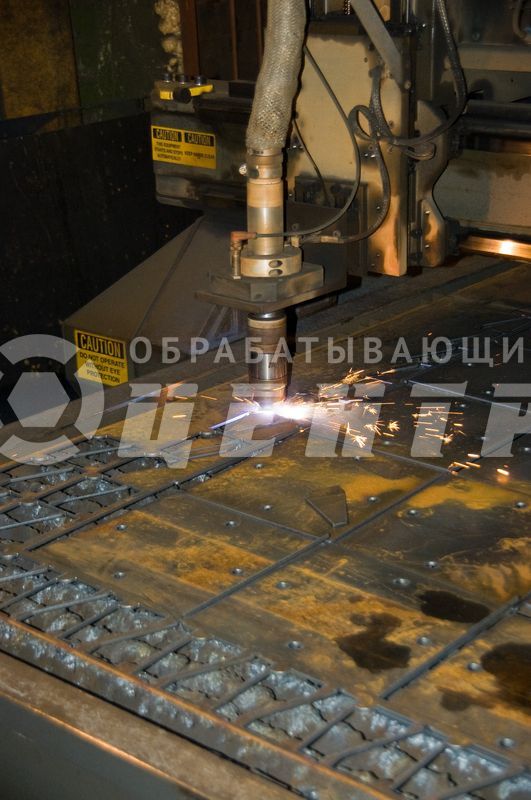
Современные станки для плазменной резки металла являются довольно сложными многосоставными механизмами. Благодаря автоматизации процесса резки, плазмотроны обладают высокой эффективностью. Но, при отсутствии надлежащего контроля за состоянием частей плазмотрона, а также при непрофессиональном использовании станка, резко увеличится себестоимость производства. В конечном итоге эти факторы могут привести к выходу плазмотрона из строя. Поэтому соблюдение простых правил работы с плазмотронами позволит увеличить срок службы всех его частей, повысить качество работы и избежать типичных ошибок.
Своевременная замена сменных элементов
Опытный оператор еще в процессе работы может определить необходимость замены расходных элементов резака. Например, самым простым индикатором выгорания электрода является изменение звука резки и цвета пламени. Помимо этого, для определения износа расходных частей резака, достаточно следить за качеством вырезанных деталей. При резком ухудшении качества реза следует обратить внимание на состояние электрода и сопла плазмотрона. Помимо выпуска бракованной продукции, использование расходных материалов ненадлежащего качества или в сильно изношенном состоянии может привести к повреждениям резака или же всей системы плазменной резки. Это неизбежно влечет за собой дополнительные финансовые потери, так как ремонт плазменного резака не только дорогостоящая, но и довольно длительная процедура, приводящая к простою оборудованию для плазменной резки. Избежать всех этих неприятностей поможет ведение журнала учета срока службы расходных частей. Единожды определив с его помощью средний срок службы расходников для каждого вида работ, можно проводить плановые замены элементов, не доводя до негативных последствий.
Слишком ранняя замена расходников также не является экономически выгодной. В данном случае квалификация оператора станка имеет решающее значение. Его знания и внимательность помогут четко определять, когда конкретно необходимо произвести замену той или иной части.
Контроль режимов резки
В руководстве оператора плазмотрона четко описано, какие расходные материалы необходимо использовать для каждого режима резки. Например, наилучшие показатели качества резки достигаются при использовании на аппарате плазменной резки тока, выставленного на 95% от номинального тока резки, на который рассчитано сопло. Использование некорректных параметров резки, а также неверный подбор расходников, приводят к повышенному износу или же к полному выходу из строя расходных материалов. Соблюдение рекомендаций, указанных в руководстве оператора, позволит обеспечить наилучшие показатели качества и скорости работы.
Контроль расхода плазмообразующего газа и охладителя
Поддержание постоянного давления плазмообразующего газа и расхода охлаждающей жидкости является самой важной частью производственного процесса. Невнимательность по отношению к охлаждающей системе плазмотрона является одной из самых распространенных причин выхода из строя оборудования для плазменной резки. Недостаточное, избыточное или нестабильное давление плазмообразующего газа, помимо уменьшения срока службы расходных материалов, приводит к ухудшению качества выполняемого реза, а то и к прерыванию процесса резки. Качество и чистота плазмообразующего газа также оказывает немалое влияние на состояние и срок службы расходных материалов и частей плазмотрона.
Контроль скорости резки
Правильный выбор скорости резки позволяет обеспечить наилучшее качество среза и минимизировать дальнейшую механическую обработку. В случаях, когда скорость резки недостаточна, возможно избыточное выделение брызг металла на верхней поверхности обрабатываемых деталей. Кроме того, увеличится ширина реза и ухудшится его качество, а именно появятся излишние наплывы металла в местах реза и по нижней его кромке. При слишком высокой скорости резки появятся тяжело удаляемые дефекты, такие как капельки грата, повреждение кромок обрабатываемой детали и облой по нижней кромке реза. Также некорректный выбор скорости вызывает изменение кривизны дуги, что приводит к нарушению геометрических параметров резки.
Непрорез
Непрорез или пробивка металла являются довольно неприятными итогами некорректного подбора параметров резки или же недостаточным контролем со стороны оператора. При непрорезе или пробивке все брызги расплавленного металла с места реза устремляются вверх и оседают на частях плазмотрона, загрязняя его. Кроме того плазмотрон при непрорезе работает с повышенной нагрузкой, что также способствует его износу вплоть до разрушения. Контроль за процессами резки, а также использование нехитрых технологических приемов, позволят избежать этих трудностей.
Механические повреждения
Основной причиной механических повреждений являются ошибки либо в программе управления, либо в работе
оператора, в результате которых происходит физический контакт резака с обрабатываемыми поверхностями или другими препятствиями. Избежать данной ошибки поможет использование различных контролирующих датчиков в совокупности с грамотно разработанной программой управления. Обезопасить резак возможно и с использованием специальных хрупких кронштейнов, которые сломаются раньше, чем повредится сам плазменный резак.
Обслуживание и очистка
Помимо качественной сборки оборудования, для обеспечения стабильной работы плазмотрона необходимо периодически проводить его обслуживание и очистку. Как уже было сказано ранее, при работе плазмотрона, а особенно при его некорректных настройках, образуется большое количество грязи, металлической пыли и других загрязнителей. Их удаление, а также очистка фильтров и каналов охлаждающей системы, каналов подачи газа и сопел, составляют основу проводимого планового обслуживания. Замену расходных элементов в плазменном резаке также необходимо проводить в условиях чистоты, на подготовленных поверхностях.